Nisan
Latar mburi
Nisan dikenal kanthi macem-macem jeneng, kayata watu peringatan, tandha kuburan, nisan, lan nisan.Kabeh sing ditrapake kanggo fungsi nisan;pangeling-eling lan pangeling-eling marang almarhum.Nisan wiwitane digawe saka watu lapangan utawa potongan kayu.Ing sawetara wilayah, watu (disebut "watu serigala") diselehake ing awak kanggo nyegah kewan scavenging saka mbukak kuburan cethek.
Sajarah
Arkeolog nemokake kuburan Neanderthal sing umure 20.000-75.000 taun kepungkur.Mayit wis ditemokake ing guwa kanthi tumpukan watu utawa watu gedhe sing nutupi bukaan.Dikira kuburan iki ora sengaja.Wong-wong sing tatu utawa mati mbokmenawa wis ditinggal pulih, lan watu-watu utawa watu-watu kasebut didorong ing ngarep guwa kanggo perlindungan saka kewan galak.Gua Sharindar ing Irak minangka papan kanggo sisa-sisa wong (kira-kira 50.000 SM) kanthi kembang sing sumebar ing awak.
Macem-macem cara panguburan liyane wis dikembangake kanthi maju.Wong Tionghoa sing pisanan nggunakake peti mati kanggo ngemot wong mati sawetara wektu watara 30.000 SM Mummifikasi lan embalming digunakake kira-kira 3200 SM kanggo ngreksa mayit para firaun Mesir kanggo akhirat.Para firaun bakal diselehake ing sarcophagus lan dikubur karo patung-patung sing makili abdine lan penasehat sing dipercaya, uga emas lan kemewahan kanggo njamin ditampa ing jagad liyane.Sawetara raja mbutuhake para abdi lan penasehate sing sejatine ngiringi dheweke ing pati, lan para abdi lan penasehate dipateni lan diselehake ing kuburan.Kremasi, sing diwiwiti kira-kira wektu sing padha karo mummifikasi, uga minangka cara sing populer kanggo mbuwang wong mati.Saiki, 26% cara pembuangan ing Amerika Serikat lan 45% ing Kanada.
Nalika agama berkembang, kremasi dadi diremehake.Akeh agama malah nglarang kremasi, ngaku kaya ritual pagan.Ngubur minangka cara sing disenengi, lan kadhangkala wong mati dilebokake ing omah nganti pirang-pirang dina supaya wong bisa ngurmati.Ing taun 1348, Wewelak nyerang Eropah lan meksa wong-wong sing wis mati dikubur sanalika bisa lan adoh saka kutha-kutha.Ritual pati lan kuburan iki terus nganti kuburan kebanjiran lan, amarga akeh kuburan sing cethek, terus nyebar penyakit.Ing taun 1665, Parlemen Inggris mutusake mung duwe panguburan cilik lan ambane kuburan sing sah digawe nganti 6 kaki (1,8 m).Iki nyuda panyebaran penyakit, nanging akeh kuburan terus overpopulated.
Kuburan pisanan sing padha karo sing katon saiki, didegaké ing Paris ing taun 1804 lan diarani kuburan "taman".Pèere-Lachaise minangka papan kanggo akeh jeneng misuwur kayata Oscar Wilde, Frederick Chopin, lan Jim Morrison.Ing kuburan taman iki nisan lan memorial dadi karya sing rumit.Status sosial siji nemtokake ukuran lan kesenian peringatan kasebut.Peringatan awal nggambarake adegan sing nggegirisi karo balung lan dhemit kanggo nuwuhake rasa wedi marang akhirat ing wong urip.Mengko ing abad kaping 19, nisan berkembang kanthi milih adegan sing tentrem, kayata kerub lan malaekat sing nuntun wong sing wis tilar donya munggah.Amerika Serikat nggawe kuburan deso dhewe, The Mount Auburn Cemetery ing Cambridge, Massachusetts, ing taun 1831.
Bahan Baku
Nisan awal digawe saka slate, sing kasedhiya sacara lokal ing awal New England.Bahan sabanjure sing dadi populer yaiku marmer, nanging sawise wektu marmer bakal erode lan jeneng lan rincian almarhum ora bisa dingerteni.Ing taun 1850, granit dadi bahan nisan sing disenengi amarga daya tahan lan aksesibilitas.Ing memorials modern granit minangka bahan baku utama sing digunakake.
Granit minangka watu beku sing kasusun utamane saka kuarsa, feldspar, lan plagioklas feldspar karo potongan-potongan cilik mineral liyane sing dicampur. Granit bisa putih, jambon, abu-abu cahya, utawa abu-abu peteng.Watu iki digawe saka magma (bahan cair) sing didinginake alon-alon.Magma sing wis adhem digali liwat owah-owahan ing kerak bumi lan erosi lemah.
Desain
Ana akeh cara kanggo nggawe pribadhi nisan.Epitaphs kalebu saka kutipan kitab suci nganti pernyataan sing ora jelas lan lucu.Patung-patung sing diiringi bisa diukir, diselehake ing ndhuwur, utawa ing jejere watu.Ukuran lan wangun nisan uga beda-beda.Umume, kabeh watu dipoles lan diukir kanthi mesin, banjur dirinci kanthi tangan.
The Manufaktur
Proses
- Langkah pisanan yaiku milih jinis (biasane marmer utawa granit) lan warna watu kasebut.Blok granit banjur dipotong saka bedrock.Ana telung cara kanggo nindakake iki.Cara pisanan yaiku pengeboran.Cara iki nggunakake bor pneumatik sing bolongan vertikal 1 in (2,54 cm) lan 20 ft (6,1 m) jero menyang granit.Wong tambang banjur nggunakake bit baja dawane 4 in (10,1 cm) sing duwe untu baja kanggo ngethok inti watu kasebut.
Jet piercing luwih cepet tinimbang ngebur, kira-kira kaping pitu.Ing cara iki, 16 ft (4,9 m) bisa digali sajrone sejam.Proses kasebut nggunakake motor roket kanthi poros baja berongga kanggo ngusir campuran bahan bakar hidrokarbon bertekanan lan hawa ing bentuk nyala 2,800 ° F (1,537,8 ° C).Geni iki kaping lima kacepetan swara lan ngethok 4 in (10,2 cm) menyang granit.
Cara katelu yaiku cara sing paling efisien, luwih tenang, lan meh ora ngasilake sampah.Tindikan jet banyu nggunakake tekanan banyu kanggo ngethok granit.Ana rong sistem tindikan jet banyu, tekanan rendah lan tekanan dhuwur.Loro-lorone ngetokake rong aliran banyu, nanging aliran sistem tekanan rendah ana ing sangisore 1,400-1,800 psi, lan aliran tekanan dhuwur ana ing sangisore 40,000 psi.Banyu saka jet digunakake maneh, lan metode kasebut nyuda kesalahan lan materi sing boroske.
- Langkah sabanjure yaiku mbusak blok saka amben tambang.Buruh njupuk penggerek pneumatik gedhe tipped karo 1,5-1,88 in (3,81-4,78 cm) bit baja tipped karo carbide lan pengeboran horisontal menyang pemblokiran granit.Dheweke banjur nyelehake biaya blasting sing dibungkus kertas menyang bolongan.Sawise biaya disetel, pamblokiran nggawe break resik saka liyane saka rock.
- Blok granit biasane ambane 3 ft (0,9 m), dhuwur 3 ft (0,9 m), lan dawane 10 ft (3 m), bobote kira-kira 20.250 lb (9.185 kg).Buruh salah siji puteran kabel watara pemblokiran utawa pengeboran pancingan menyang salah siji mburi lan masang kabel kanggo pancingan.Ing loro cara kabel ditempelake menyang derrick gedhe sing ngangkat pemblokiran granit munggah lan menyang truk flatbed sing transports menyang Produsèn nisan.Tambang kasebut cenderung diduweni sacara mandiri lan ngedol granit menyang pabrikan, nanging ana sawetara perusahaan gedhe sing duwe tambang.
- Sawise tekan omah pabrik, slab granit dibongkar menyang sabuk konveyor sing dipotong dadi papan sing luwih cilik.Slab umume 6, 8, 10, utawa 12 in (15,2, 20,3, 25, lan 30,4 cm, masing-masing).Langkah iki ditindakake kanthi rotary diamond saw.Gergaji dilengkapi bilah berlian baja padhet 5 kaki (1,5 m) utawa 11,6 kaki (3,54 m).Blade biasane duwe babagan 140-160 segmen berlian industri lan nduweni kemampuan kanggo motong rata-rata 23-25 ft.2(2.1-2.3 m2) jam.
- Papan sing dipotong dilewati ing macem-macem kepala puteran (biasane wolung nganti 13) kanthi tingkat grit sing beda-beda.
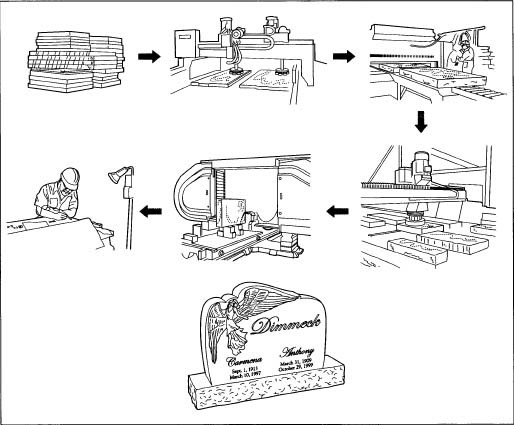
Pembuatan batu nisan.
saka paling abrasive kanggo paling.Ing sawetara kepala pisanan duwe grit berlian atos, sirah tengah kanggo ngasah, lan sawetara sirah pungkasan dilengkapi bantalan buffer felt.Bantalan iki duwe banyu lan bubuk aluminium utawa timah oksida kanggo nyemir watu kasebut nganti alus lan nggilap.
- Slab polesan banjur dipindhah bebarengan sabuk conveyor menyang mbobol hydraulic.Breaker dilengkapi untu karbida sing nyedhiyakake tekanan hidrolik 5.000 psi ing slab granit, nggawe potongan vertikal liwat watu.
- Watu sing dipotong banjur dibentuk dadi bentuk sing cocog.Iki ditindakake kanthi tangan nganggo pahat lan palu, utawa luwih tepat nganggo gergaji berlian multi-blade.Mesin iki bisa disetel kanggo nahan nganti 30 lading, nanging biasane mung diisi wolung utawa sangang.Dilengkapi sangang bilah, gergaji berlian multi-bladed iki bisa ngethok 27 ft2(2,5 m2) jam.
- Lumahing watu banjur dipoles maneh.Ing proses kanthi otomatis, 64 potongan bisa dipoles sekaligus.
- Pojok vertikal dipoles dening mesin polishing otomatis, padha karo polisher permukaan.Mesin iki milih sirah grit sing paling angel lan bisa digunakake ing pinggir watu vertikal.Mesin banjur mlaku liwat grits liyane nganti pinggiran Gamelan.
- Sisih radial digiling lan dipoles bebarengan nggunakake rong drum grinding berlian.Siji duwe inten grit sing atos, lan sing liyane duwe grit sing luwih alus.Pinggir radial watu banjur dipoles.
- Yen wangun watu ruwet dibutuhake, watu polesan dipindhah menyang gergaji kawat berlian.Operator nyetel gergaji lan miwiti proses, sing nggunakake piranti lunak komputer kanggo etch wangun menyang nisan.Sembarang etsa utawa rincian sing apik rampung kanthi tangan.
- Nisan banjur siap rampung.Rock Pitching entails chiseling pinggiran njaba watu dening tangan, menehi liyane ditetepake, wangun pribadi.
- Saiki nisan wis polesan O lan wangun, iku wektu kanggo engraving.Sandblasting umume digunakake.Lem cair ditrapake ing nisan.Stensil karet diterapake ing lem banjur ditutupi karo desain sing didhukung karbon.Karbon nransfer desain sing disiapake dening juru gambar, menyang stensil karet.Buruh banjur ngethok huruf lan fitur desain sing dikarepake ing watu kasebut, mbabarake menyang sandblasting.Sandblasting ditindakake kanthi manual utawa otomatis.Salah siji cara ditindakake ing area sing ditutup amarga bebaya proses kasebut.Buruh kasebut ditutupi kabeh supaya bisa dilindhungi saka biji-bijian sing dibayangke ing watu kasebut.Abrasive nglereni mesthi ditindakake kanthi gaya 100 psi.Pengumpul bledug ngumpulake lan nyimpen bledug kanggo digunakake maneh.
- Watu kasebut banjur disemprotake karo uap tekanan dhuwur kanggo nyingkirake stensil utawa lem sing isih ana.Dipoles maneh lan dipriksa kanthi rapet, banjur dibungkus ing selophane utawa kertas sing abot kanggo nglindhungi finish.Paket kasebut diselehake ing peti lan dikirim menyang pelanggan utawa direktur panguburan.
Kontrol kualitas
Kontrol kualitas ditindakake kanthi kuat sajrone proses manufaktur.Saben slab saka granit atos wis dicenthang kanggo konsistensi werna.Sawise saben langkah polishing, watu sirah ditliti kanggo cacat.Ing tandha pisanan chip utawa ngeruk, watu dijupuk saka baris.
Produk sampingan / Limbah
Gumantung saka proses pemotongan sing digunakake ing tambang, sampah beda-beda.Pengeboran minangka cara penggalian sing paling tliti, saengga ngasilake sampah paling akeh.Cara jet banyu ngasilake polusi swara lan bledug sing paling sithik.Iki uga luwih irit bahan bakar tinimbang pangolahan liyane, lan ngidini banyu bisa didaur ulang.Ing sandblasting ana uga sampah cilik amarga partikel pasir diklumpukake lan digunakake maneh.Sembarang watu granit sing rusak saka pabrikan umume didol menyang perusahaan manufaktur liyane utawa diekspor ing luar negeri.Watu substandard liyane dibuwang.
Sesok
Ana akeh teknik anyar sing nggunakake piranti lunak inovatif kanggo etch desain ing nisan.Etsa laser minangka pangembangan mbesuk sing ngidini gambar lan desain sing luwih rumit dilebokake ing nisan nggunakake sinar laser.Panas saka laser njedhul kristal ing lumahing granit, asil ing munggah pangkat, cahya-colored etching.
Penipisan granit ora bisa diramalake ing mangsa ngarep.Nalika tambang ditambang, sumber daya anyar berkembang.Ana akeh peraturan sing mbatesi jumlah granit sing bisa diekspor sekaligus.Cara alternatif kanggo mbuwang wong mati uga minangka faktor sing bisa mbatesi produksi nisan.
Wektu kirim: Jan-05-2021